



正久金属制品(漯河市分公司)拥有先进的 灯光护栏生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 灯光护栏产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 灯光护栏产品相互替换应用。


不锈钢复合管的 试验方法1 每批钢管的检验项目和试验方法应符合规定。2 复合管的表面粗糙度检验 取试样2根,在复合管表面上用粗糙度测定仪进行测量,测量点不少于3处,也可用粗糙度标准样板或光亮度样板进行比对试验。.3 定尺长度检验 在10根试样上用10000 mm钢卷尺进行测量。根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。
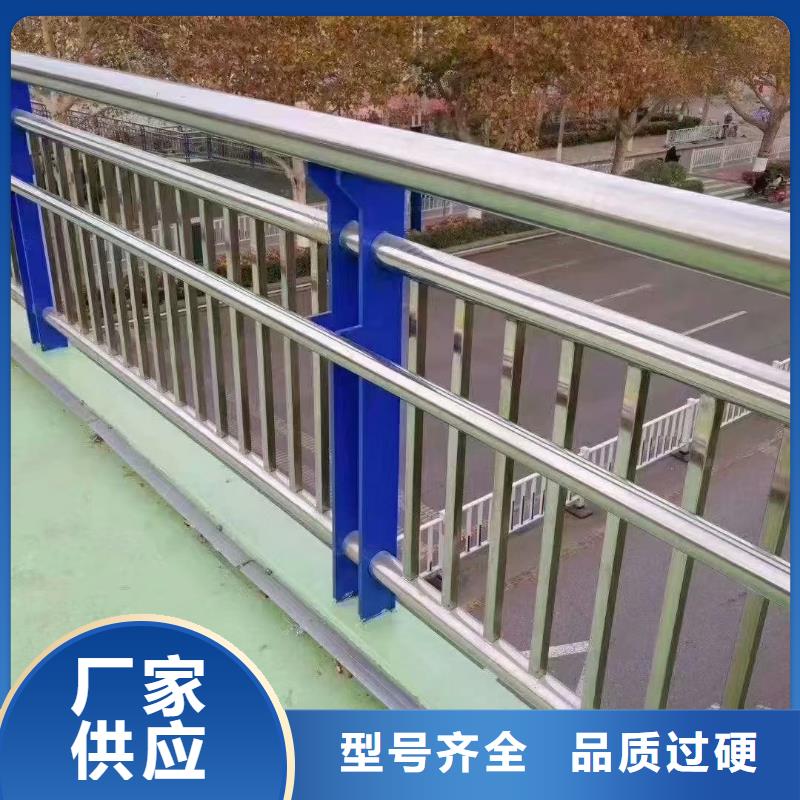
板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。



不锈钢复合管规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的 版本。凡是不注日期的引用文件,其 版本适用于本标准。GB/T 242 金属管 扩口试验方法 GB/T 244 金属管弯曲试验方法 GB/T 246 金属管 压扁试验方法 GB/T 700 碳素结构钢 GB/T 1220 不锈钢棒,GB/T 2102 钢管的验收、包装、标志及质2证明书 GB/T 4239 不锈钢和耐热钢冷轧俐带 GB/T 8164 捍接悯管用创带。


